
Mill Employees
The number of employees working at a saw mill depended upon its size, hours worked, the number of shifts, and conditions. A reasonably large operation may or may not contain the following occupations. No attempt is made to enumerate the men employed at each profession.
A general manager is in charge of the plant, assisted by the plant superintendent. The following men report to the superintendent: saw mill foreman, master mechanic, lumber inspector, yard foreman, protection forces, dry kiln foreman, planing mill foreman, bookkeeper, and shipping clerk.
The saw mill foreman was responsible for the log pond or log storage, saw mill deck, sawing, edging, trimming, saw fitting, and refuse disposal. The men responsible to him were the pond or log yard foreman, jack-slip feeder, pond or yardmen, deck leverman and scaler deckman. On the head saw: the sawyer, doggers, setter, and off-bearer. The gang saw: gang sawyer, cant loaders and gang tailers, resaw sawyer, feeders, and resaw tailers. The edger: edgerman, tailedger or strip-catcher, trimmerman, slasherman, hog feeders and cleanup men.
The master mechanic was responsible for power supply and repairs. This included, mill engineer and fireman, oiler, millwright, machinist, blacksmith, carpenter and tinsmith. A few mills had watchmen for fire and property protection.
The yard foreman was responsible for the yard seasoning of lumber. His work force included rough sorters, truckers, and stackers. The lumber inspector was responsible for grading the lumber and his assistants were graders. The dry kiln and planing mill foreman had charge of their respective area. Employees included; edge sorter, truck loaders and unloaders, truckers to sheds, shed stackers, machine feeders, machine tailers and tool fitters.
The acquisition of mill supplies was assigned to the supply clerk. The shipping clerk was responsible for the shipment of lumber; his men included truckers-in, tallymen, car loaders, and truckers.
The four key employees to any saw mill operation were the sawyer, saw filer, millwright, and the blacksmith. Good men at any of these four professions were much sought after and it was not unusual for a mill owner to try to raid another mill operation for the sole purpose of enticing one of these men to accept employment at his plant.
The profession of blacksmith and millwright were important and exacting. The blacksmith was closely tied to his forge and what he could do with it, and there was plenty! The millwright, on the other hand, was primarily a machinist. Yet, between these two men, they were largely responsible for keeping the machinery, both railroad and saw mill, running and in repair. In the days when spare parts were available only after a long wait, downtime on machinery could only mean a loss of production and profit. Often these men could work wonders.
The saw filer was the fourth key man. It was an exacting profession and required a keen eye and ear, for there was much more to filing saws than sharpening teeth. On circular saws, he had to be knowledgeable on the hook, pitch, and shape of the saw-teeth needed to cut different species of wood. Saws, also had to be swaged, and the fillets gummed every third sharpening. A circular saw was not flat, but slightly convex, as the heating of the outer-rim expanded the edge of the saw. The dishing was done by hammering, and this took a keen eye, ear, and experience. He needed to keep several saws sharpened at all times for each of the machines.
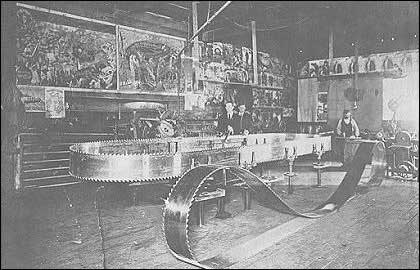
View Of Band Saw Filer's Room
(Carl V. Lawhead)
The filing of band saws was a different proposition. The band saw, due to the large number of teeth, necessitated the development of machine filing. Eventually, both band and circular saws were sharpened by machine grinding and touched up by hand. Band saw teeth were both sprint-set and swaged, and as with circular saws, the blades needed the correct hook, pitch, and had to be gummed regularly. The band also had to be uniformly tensioned within the blade itself. Otherwise, there were “fast” or “loose” areas, and that would effect the quality of the lumber. When the saw is in proper tension, the middle portion of the blade is expanded and the use of a straight edge shows that it is curved. The amount of tension varies with the speed and feed of the mill, crown on the band wheels, and structure of the saw blade. The amount carried varies with the individual saw filer. The toothed edge of the blade is always of a smaller circumference than the remainder of the blade. The tension is induced by either hammering or rolling.
The filer's work space was usually within the mill, and in a band mill, almost always in a well-lighted, ventilated room constructed over the head saw. In some instances, the filer's room has been in a room on the main floor of the mill, or a separate building. Band saw stock was supplied in coils and it was the filer's job to cut the blade stock to the correct length, and then bevel each end and silver solder or braze them together. The correct temper had to be maintained, as if it was either too hard or soft, the band would break at that point. Five or six bands were carried in readiness for each head saw and in the course of normal work, each will be used every other day.