
Auxiliary Mills
The Lath Mill
A lath mill was included in the saw mill if the timber sawn was suitable for the manufacture of lath. All softwoods, Yellow-Poplar and Cottonwood were acceptable. Chestnut and Hemlock could be used, but they had to be dried otherwise a brown strip would eventually show through the plastered wall.
A lath mill was located conveniently on the mill floor, where it could receive the raw material needed for manufacturing lath. The lath mills found in most mills were simple in operation. The slabs, edgings, and cull boards, which were to be used, where first reduced to an approximate 49 inch length. These were then either (a) passed through a powered gang ripsaw which manufactured several laths and the remaining stock returned to the feeder and run through again until the stock would produce no additional lath, or (b) the stock was reduced to an approximately square shape by a gang ripsaw and then fed through another gang saw which produced lath from these blanks. Another variation of the lath mill used a cutter head and knife and produced grooved lath. The sawn lath were then placed on a bundling machine. It pressed the lath together, usually fifty in a bundle, allowing them to be bound with twine. The bundling machine often incorporated an equalizer or trimmer. These were swing circular saws, run across the end of the bundle to assure an even length.
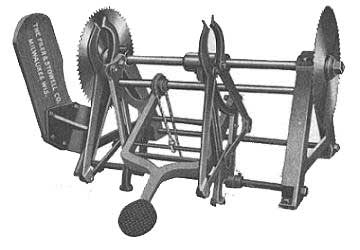
Combination Lath Binder And Trimmer
(The Filer & Stowell Company)
The Stave Mill
The most common auxiliary mill included in plants in the eastern United States that cut predominately hardwood timber, was the stave mill. The majority of these plants produced staves only, and shipped them to cooperage plants, where they were assembled into kegs.
Barrels are made in two forms. Slack cooperage was not liquid-tight and was used for nail kegs, cement, etc. Tight cooperage was liquid-tight and used for liquids and meat. Only White Oak could be used for alcoholic liquors. Headings were sawn from bolts, split by a circular heading saw, planed, jointed, and then turned on a heading turner, which cut the heading in a circular form and carved the necessary head.
The staves could be produced by hand (rived) or sawn. Most mills used the sawn method. Stave bolts were circular sawn from the log and usually were several inches longer than the finished stave. The bolts then passed to the stave saw. This machine consisted of a hollow, steel cylinder, having a diameter equal to the diameter of the barrel to be assembled, with saw teeth on one edge and a carriage with clamps to hold the stave bolts as they passed the saw cylinder. A stave holder, running into the cylinder, removed the sawn staves. Capacity of the machine was 12,000 staves per day.
The staves then passed to the stave joiner, where the edges were planed to the bevel and shape needed to form the barrel when assembled; trimmed it to length and added the necessary shoulder and groove at the end of the stave. The staves were bundled and shipped to a cooperage plant for assembly.
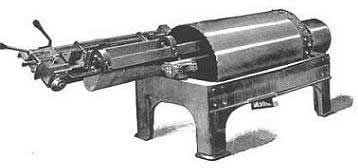
Stave Cylinder Saw
(The Filer & Stowell Company)